
La passivation est un procédé chimique résultant de la formation d’une couche superficielle d’un oxyde non friable et homogène à la surface d’un métal. L’aluminium, le titane, le chrome cobalt, les aciers inoxydables permettent la formation d’une telle couche passive qui protège le substrat.
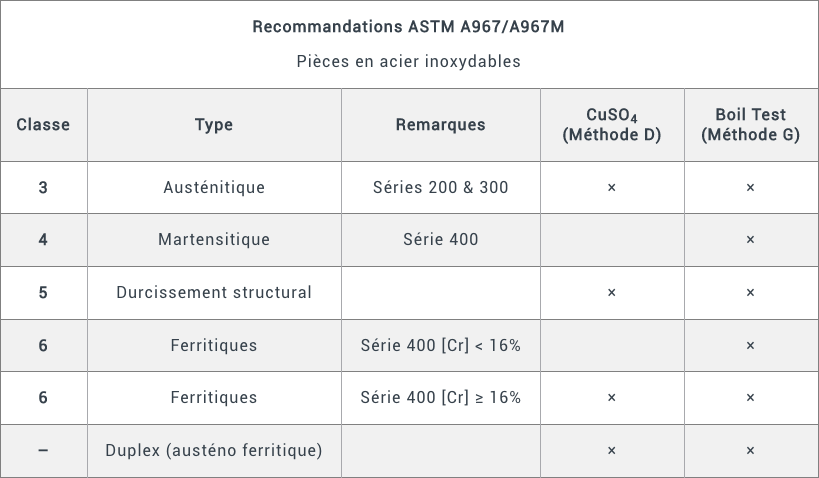
Dans le cas des aciers dits inoxydables, c’est-à-dire contenant au moins 12,5 % de chrome, ce procédé peut être contrôlé en immergeant les pièces dans de l’acide phosphorique et plus couramment nitrique ou citrique, en suivant différents paramètres de température, temps et de concentration tels que ceux présentés dans la norme ASTM A967M (Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts).
Toutefois, selon les différents types d’aciers inox et leurs applications, cette passivation peut se révéler plus ou moins complexe. L’acier 316 L, de type austénitique, du fait de sa composition fortement alliée (17 % chrome, 12 % nickel, 2 % molybdène) se passive relativement facilement.
Il n’en va de même pour les aciers martensitiques, ou durcis par précipitation. Pour permettre, lors de la trempe, le changement brutal de la structure cristalline qui va leur apporter leur dureté, ces aciers ne peuvent pas contenir de nickel, qui maintiendrait la structure austénitique à température ambiante.
L’absence de nickel entraine une moins bonne dissolution du chrome dans l’alliage d’acier (fer + carbone). Or, c’est l’oxydation du chrome qui constitue la couche passive. Les aciers de la série 400, martensitiques (410, 420, etc…), dépassent rarement 13 % de teneur en chrome, faisant de ces aciers les moins résistants à la corrosion des aciers inoxydables. Suivant les opérations de marquage laser, obligatoire pour tout DM, la couche passive est altérée, en particulier si le marquage est fait avec des lasers fibrés, couramment utilisés et focalisant une énergie suffisante pour traverser la couche passive.
Grâce au savoir-faire de notre équipe R&D et en collaboration avec le Cetim, NGL a pu développer un procédé de passivation efficace et maîtrisé sur les aciers austénitiques et martensitiques, à base d’acide citrique, sans composés CMR, dont la composition est conforme aux exigences de la règlementation EU2017/745. Les résultats de nos essais que nous vous présentons ci-dessous parlent d’eux-mêmes.
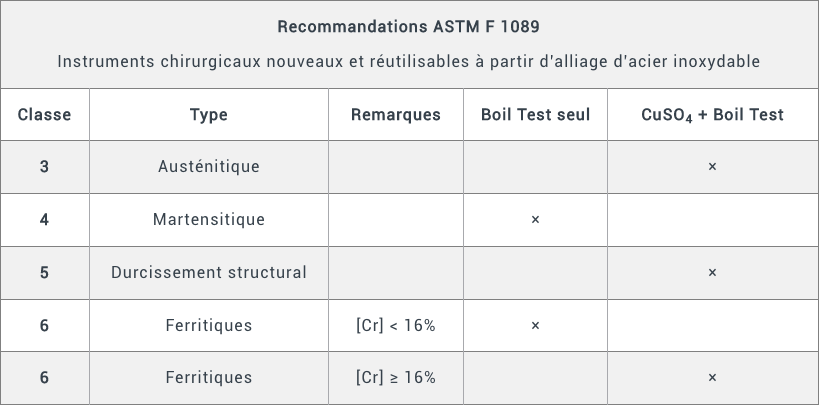
PROCÉDÉ NGL SUIVANT LES RECOMMANDATIONS DE LA NORME ASTM A967

Le procédé de passivation NGL a été testé sur plusieurs matériaux et des résultats positifs ont été obtenus sur ces derniers : CrCo, XM16, 17-4PH, TA6V, 316L.
Cependant la passivation des aciers X20Cr13 (Z20) et X30Cr13 (Z30) s’est révélée plus difficile notamment les pièces ayant subies un marquage laser. Il aura fallu tester différentes méthodes de préparation de surfaces avant d’obtenir une couche passive suffisamment épaisse et homogène pour résister aux tests de résistance à la corrosion.
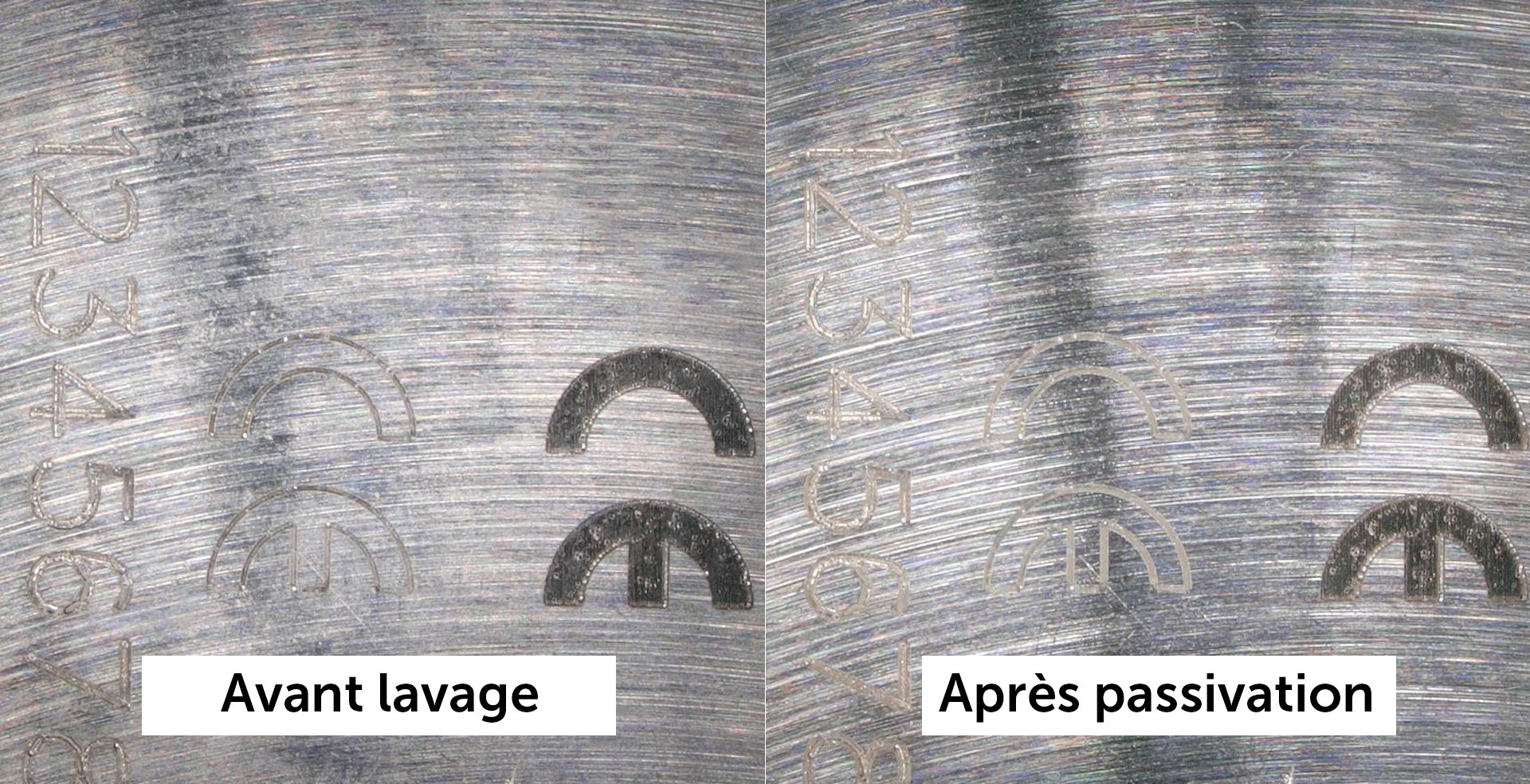
Avant passivation, les pièces ont été lavées avec le GALVEX 20.01 déjà validé dans le médical. Les contaminations étaient de l’huile de coupe, des résidus d’abrasifs et des traces de doigt. Après traitement, une première inspection visuelle (œil nu + microscope) a été réalisée afin de contrôler l’aspect général des pièces et l’état du marquage laser (lecture visible des caractères, corrosion…).
Les résultats suivants ont été obtenus avec les trois procédés :
- Aspect global : après lavage, l’ensemble des contaminations ont été éliminées sans attaquer les matériaux (Z20 et Z30). Les pièces, ne sont pas corrodées, sont brillantes, sans résidus chimiques ou autres traces de rinçage.
- Marquage laser : Le procédé décrit ci-dessus donne des surfaces et des marquages laser sans piqures de corrosion ou auréoles (faces polie et micro-billée). De manière générale, tous les caractères sont lisibles, brillants et ne sont pas décolorés.
En complément de ces essais, les tests de résistance à la corrosion suivants ont été réalisés selon les recommandations du CRITT :
Les pièces en aciers martensitiques et austénitiques passivées par le DECOMET satisfont aux exigences de l’ensemble de ces tests.




