

Passivation is a chemical process resulting in the formation of a homogeneous, non-friable oxide layer on the surface of a metal. Aluminum, titanium, chromium cobalt and stainless steels all form such a passive layer that protects the substrate.
In the case of so-called stainless steels, i.e. those containing at least 12.5% chromium, this process can be controlled by immersing the parts in phosphoric acid and, more commonly, nitric or citric acid, following various temperature, time and concentration parameters such as those presented in ASTM A967M (Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts).
However, depending on the different types of stainless steel and their applications, passivation can be more or less complex. Austenitic 316 L steel, with its high-alloy composition (17% chromium, 12% nickel, 2% molybdenum), is relatively easy to passivate.
The same is not true of martensitic or precipitation-hardened steels. These steels cannot contain nickel, which would maintain the austenitic structure at room temperature, to enable the sudden change in crystalline structure during quenching that gives them their hardness.
The absence of nickel means that chromium is less readily dissolved in the steel alloy (iron + carbon). It is the oxidation of chromium that forms the passive layer. Martensitic 400 series steels (410, 420, etc.) rarely exceed 13% chromium content, making them the least corrosion-resistant of all stainless steels. Following laser marking operations, which are mandatory for all MD, the passive layer is altered, particularly if marking is carried out with fiber lasers, which are commonly used and focus sufficient energy to penetrate the passive layer.
Thanks to the expertise of our R&D team and in collaboration with Cetim, NGL has developed an effective and controlled citric acid-based passivation process for austenitic and martensitic steels, free from CMR compounds, whose composition complies with the requirements of EU2017/745 regulations. The test results below speak for themselves.
NGL PROCESS IN ACCORDANCE WITH ASTM A967 RECOMMENDATIONS
The NGL passivation process has been tested on several materials, with positive results obtained on CrCo, XM16, 17-4PH, TA6V and 316L.
However, the passivation of X20Cr13 (Z20) and X30Cr13 (Z30) steels proved more difficult, particularly on laser-marked parts. Various surface preparation methods had to be tested before a sufficiently thick and homogeneous passive layer could be obtained to withstand corrosion resistance tests.
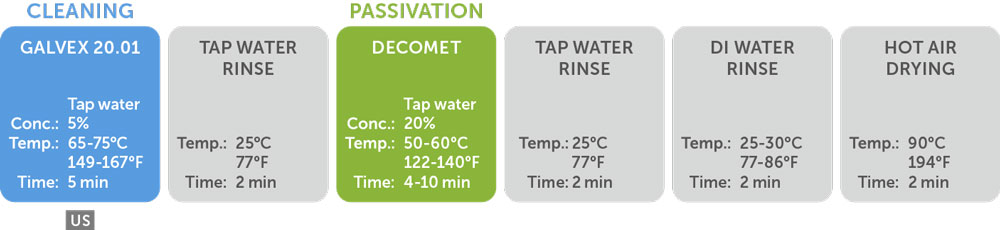
Before passivation, the parts were washed with GALVEX 20.01, already validated in the medical sector. The contaminants were cutting oil, abrasive residues and fingerprints. After treatment, an initial visual inspection (naked eye + microscope) was carried out to check the general appearance of the parts and the state of the laser marking (visible reading of characters, corrosion, etc.).
The following results were obtained with all three processes:
- Overall appearance: after cleaning, all contamination was eliminated without attacking the materials (Z20 and Z30). The parts are not corroded and are shiny, without chemical residues or other traces of rinsing.
- Laser marking: The process described above produces surfaces and laser markings without corrosion pitting or halos (polished and micro-beaded surfaces). Generally speaking, all characters are legible, bright and not discolored.
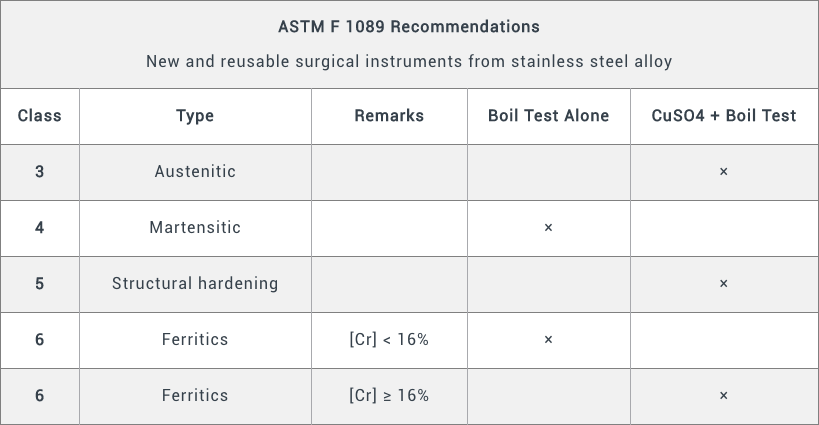
In addition to these tests, the following corrosion resistance tests were carried out in accordance with CRITT recommendations:
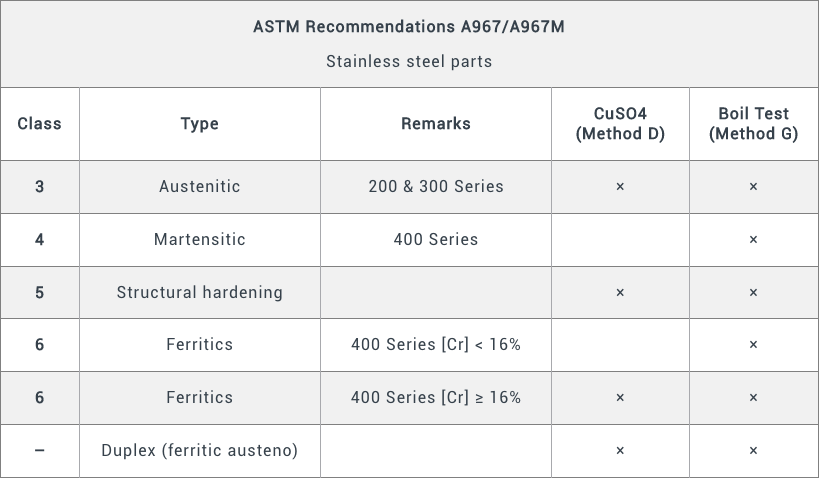
DECOMET-passivated martensitic and austenitic steel parts meet the requirements of all these tests.



